About this category
Heatrex — an Aspeq Heating Group brand and OEM manufacturer of industrial electric heating: immersion, circulation, process-air, and enclosure heaters, plus the tubular and finned elements behind them. Prater Technical Partners works with you to spec the right Heatrex heater & control package from your fluid, watt density, and environment.
Heatrex Heater & Element Series
Click any Series box for details →
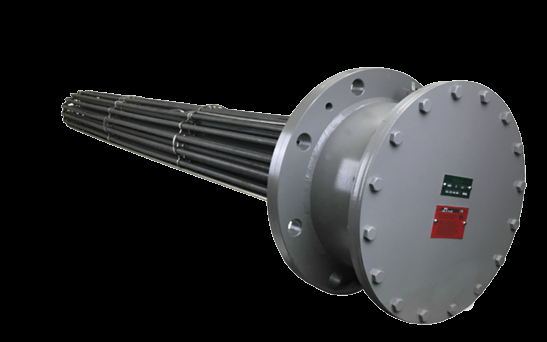
Immersion Heaters
Flanged, screw‑plug & over‑the‑side — Direct‑immersion tank/vessel heating

Tank Heaters
Open tanks — Replace without draining
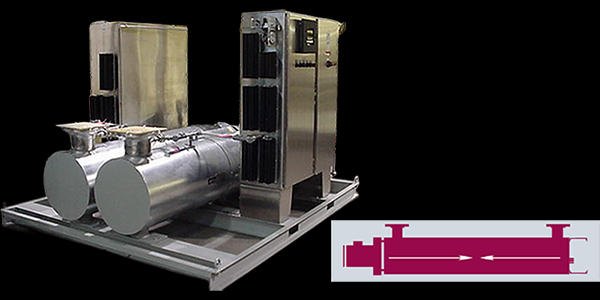
Circulation (Inline) Heaters
Heat a flowing stream to a controlled outlet temp
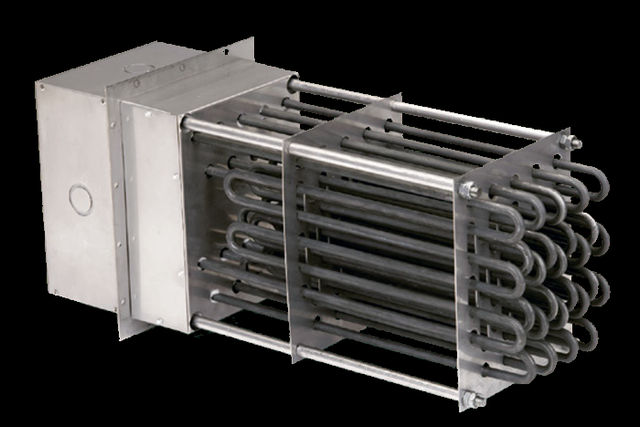
Process Air Heaters
Open‑coil, tubular & finned‑tubular configurations
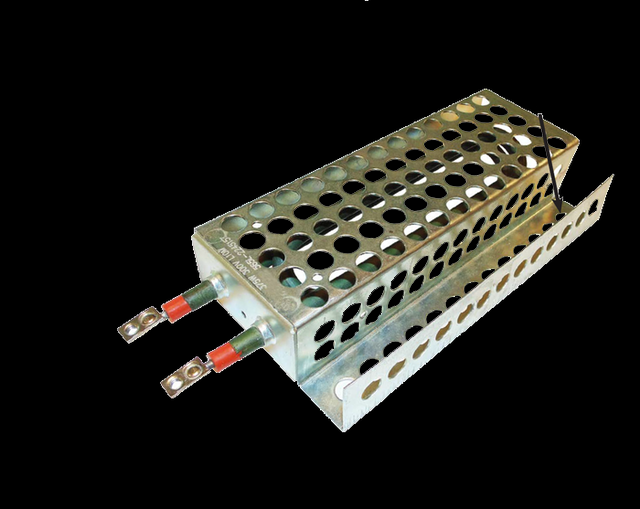
Enclosure Anti-Condensation Heaters
Type 1/2/3 UL‑recognized, 100–375 W — keep cabinets above dew point
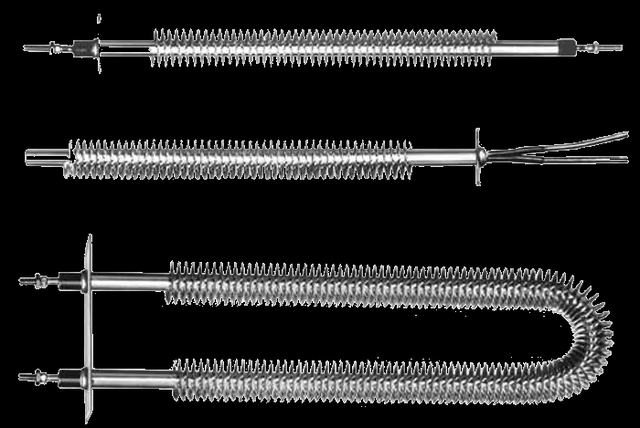
OEM Tubular & Finned Elements
Custom heating elements & assemblies, built to drawing
Industries Served
Oil & Gas
Chemical & Petrochemical
Water & Wastewater
Food & Beverage
Plastics & Rubber
Power Generation
Enclosure
Pharmaceutical
FAQ: Heatrex industrial electric heating
How does an electric process heater work?
An electric process heater converts electrical energy to heat by resistance heating (a/k/a Joule heating): current passes through a high-resistance alloy element — typically an 80/20 nickel-chrome coil — and the element's resistance dissipates that energy as heat. In an industrial heater the resistance coil is rarely bare; it is embedded in compacted magnesium-oxide (MgO) insulation inside a metal sheath, which transfers the heat to the process while electrically isolating and protecting the coil. That sheathed element is then arranged for the job: bundled through a threaded fitting or flange to heat a tank (immersion), built into a vessel that fluid flows through (circulation), or banked inside a duct to heat air (process air). Because the heat is generated at the point of use with no flame and no flue, an electric heater delivers essentially all of its input energy to the process. Heatrex builds these elements and assemblies as an OEM heating manufacturer in the Aspeq Heating Group.
Which heater type do I need — immersion, circulation, or duct/process-air?
It comes down to what you're heating and whether it moves. Immersion — the element sits directly in a tank or vessel of liquid (or gas); use it to heat a contained volume in place, such as storage tanks, process vessels, and oil reservoirs, mounted by flange, screw-plug, or over-the-side. Circulation (inline) — an immersion element inside its own insulated pressure vessel; the fluid flows through and leaves at a controlled outlet temperature, for process skids, fuel and gas lines, and heat-transfer loops. Process air / duct — elements banked inside a forced-air path to heat the air stream in an oven, dryer, autoclave, or duct. If the medium is stationary, immersion; if it flows and you need a controlled outlet temperature, circulation; if it is air, process-air.
What is watt density, and why does it matter so much?
Watt density is the heat output per unit of element surface area — watts per square inch. It is the single most important number in heater design, because it sets how hot the sheath runs, not just the process. Drive too much wattage through too little surface and the sheath overheats: it cokes and fouls viscous oils, scales hard-water service, damages heat-sensitive fluids, and shortens element life. The fix is to spread the same wattage over more element surface — a lower watt density. Clean water tolerates a high watt density; heat-transfer oils, fuels, and viscous or high-purity fluids need a low one; air heaters can run higher densities with good airflow. This is exactly why most industrial heaters are engineered rather than pulled off a shelf — the watt density has to match the fluid.
How do I size an electric heater (what kW do I need)?
Heater kW is the sum of three loads: the energy to raise the process to temperature within the required time (mass × specific heat × temperature rise ÷ heat-up time), the energy to hold it there against standing heat losses through walls, insulation, and openings, and any energy carried away by process throughput (fluid flowing in cold and leaving hot, or material being processed). Add a safety margin for voltage variation and worst-case ambient conditions. Two values drive the answer and are easy to get wrong: the required heat-up time (faster heat-up = more kW), and the watt density the fluid will tolerate, which can force a physically larger heater than the kW alone implies. Give us the fluid, volumetric flow rate, start and target temperatures, time, and voltage available, and the heater is sized from there.
What sheath material should I choose?
The sheath is the element's only barrier against the process, so it is chosen for chemical compatibility and temperature, not cost alone. As a general guide: steel for clean water and low-corrosion service; stainless steel (304) is the default for general process work and mildly corrosive liquids; Incoloy for high-temperature service and harsher chemistry, including many oils and high-temp air; titanium for chlorides, seawater, and aggressive plating and process solutions; copper where preferred. The wrong sheath corrodes or fails early; the right one lasts for years. Sheath choice and watt density together are what make an immersion or circulation heater fit its fluid.
Immersion heater — flanged, screw-plug, or over-the-side?
Three mounting styles, three use cases. A flanged immersion heater bolts to a matching flange on a tank or vessel nozzle — the choice for larger heaters, higher pressures, ASME-code vessels, and hazardous-area service, where flange ratings and enclosure types matter. A screw-plug heater threads into an NPT coupling — compact and economical for smaller tanks and lower-pressure service. An over-the-side heater drops in through the top of an open tank with the element along the bottom or side — it can be added or removed without draining the tank, which makes it an easy retrofit and maintenance-friendly option. Match the style to the vessel: a nozzle and pressure rating point to flanged; a small threaded boss points to screw-plug; an existing open tank you cannot drain points to over-the-side.
How do I heat a hazardous (classified) area or a flammable process?
Any heater going into an area with flammable gas, vapor, or combustible dust must be rated for that classification — a standard heater is an ignition source. The rating is the Class, Division, and Group: Class I for flammable gases/vapors (oil and gas, petrochemical, solvents, paint spray), Class II for combustible dusts (grain, sugar, coal, metal powders), Class III for fibers; Division 1 where the hazard is present in normal operation, Division 2 where it is present only under fault; and the Group narrows the specific gas or dust. The terminal enclosure, the sheath and shell temperatures (which must stay under the area's auto-ignition T-code rating), and the build all have to suit that rating. Give us the area classification, the T-code, and the process variables — never approximate a hazardous-area rating.
How do I control an electric heater?
The control method sets how precisely and how smoothly the heater delivers power. A contactor is a mechanical on/off switch — simplest and lowest cost, right for loads that tolerate temperature swing and do not cycle often; the contactor is a wear item. An SCR power controller is a solid-state device that proportions power continuously with zero-cross switching — tight temperature control, no moving parts, and the choice for precise or fast processes. A step controller / sequencer switches a large heater in stages, so a big bank does not slam the line all at once and the heat ramps smoothly. Vernier control is a hybrid: contactors carry the bulk stages and one SCR-trimmed stage gives fine resolution. Add a PID temperature loop with a thermocouple or RTD and an independent high-limit safety, and the control package is complete.
Process-air heaters — open-coil, finned-tubular, or tubular elements?
All three heat a forced-air stream; they trade off response, watt density, and tolerance for dirty air. Open-coil elements are bare nichrome ribbon on ceramic insulators — the highest watt density, fastest response, and lowest pressure drop (exit air to ~1200 °F), but they need clean air only. Finned-tubular elements are sheathed tubular elements with crimped fins for more surface area — they tolerate some moisture and particulate and suit moderate exit temperatures (to ~600 °F) at high velocity. Tubular (no fins) elements are the most robust against fouling and mechanical abuse — the choice for dirty, particulate-laden, or chemically aggressive air, with exit air to ~1200 °F. Clean air with fast response → open-coil; dirty or aggressive air → tubular; a balance → finned-tubular.
What enclosure and anti-condensation heaters does Heatrex make?
Heatrex builds enclosure anti-condensation heaters as UL-recognized components in its Type 1, Type 2, and Type 3 catalog — alloy-sheathed tubular heaters that hold the inside of an electrical enclosure, switchgear cabinet, or instrument housing above the dew point so moisture cannot condense on live parts. The catalog covers a 100 to 375 W band at 120, 125, 208, 240, and 250 V; Type 1 is a perforated-shroud convection heater for finger-touch protection, and Type 2 / Type 3 are bracket-mounted with #10-32 stud terminals. A built-in thermostat is an available option to switch the heater on and off on cabinet-ambient temperature without a separate external thermostat circuit. Because these are standard catalog wattages and voltages, many enclosure heaters are built from rotating stock and typically ship in about one week — the exception to the build-to-order lead time on the rest of the line. Tell us the enclosure size, the voltage, and the minimum maintain temperature, and the right wattage follows.
Are Heatrex heaters custom-built, and what is the lead time?
Yes — industrial electric heating is a build-to-order business. Virtually every Heatrex product is engineered to the application: the kW, watt density, sheath material, flange and enclosure rating, vessel, and control are specified per job. There is no published price list, and pricing is quote-only. Lead times typically run about 3 to 14 weeks depending on configuration. The one exception is the enclosure anti-condensation heaters: those are standard catalog wattages and voltages, so many are built from rotating stock and typically ship in about one week. Because the engineered heaters are built to spec, the more complete the process data you provide up front — fluid, flow or volume, temperatures, pressure, area classification, voltage — the faster and tighter the quote.
How do I replace or retrofit a heater that has failed?
A replacement has to match the application, not just the old part number. Capture from the failed unit and its vessel: the kW and voltage, the mounting (flange size and rating, or NPT thread), the sheath material and diameter, the immersed/heated length, the watt density, the terminal enclosure type and any hazardous-area rating, and the control scheme. Often the right move is to also ask why it failed — a heater that burned out from too-high watt density or a mis-specified design should be re-specified, not merely duplicated. Send us the nameplate, a photo of the installation, and the failure symptom, and we will spec a replacement built to last longer in similar conditions.
Why do electric heating elements fail, and how long do they last?
Kept within their design conditions, industrial heating elements last many years. The common failure causes are nearly all about heat that could not get away from the element fast enough: dry-firing or low fluid level (an immersion element energized without full coverage overheats in seconds), watt density too high for the fluid (coking, scaling, hot spots), fouling and scale that insulate the sheath so heat builds inside, moisture ingress into the element causing a ground fault, and contamination or chemical attack on the sheath. Most are preventable with a proper watt-density spec, the right sheath, a low-level cutoff, and a high-limit safety. An element that keeps failing is telling you the original specification was wrong.
Is electric heating efficient, and how does it compare to gas?
At the point of use, electric heating is essentially 100% efficient — there is no flame, no flue, and no combustion gases carrying energy up a stack, so practically all the electrical input ends up in the process. A fuel-fired heater loses a meaningful fraction to flue gas. That said, the operating-cost comparison depends on local electricity versus fuel prices, and on the application. Where electric heating clearly wins is precise control, fast response, zero on-site emissions, no combustion-air or flue infrastructure, placement in spaces where a flame is not allowed, and low maintenance. For process heating that needs tight temperature control or sits in a classified or enclosed area, electric is often the practical choice regardless of the raw energy-price math.
Who invented electric resistance heating?
The physics was established by James Prescott Joule in the 1840s: Joule's law showed that the heat a conductor gives off is proportional to its resistance and to the square of the current through it — which is why resistance heating is still called Joule heating. Turning that into a durable industrial device took the early 20th century, when nichrome resistance alloy (which holds up at high temperature without oxidizing away) and the magnesium-oxide-insulated, metal-sheathed tubular element were developed. That sheathed-element construction is still the basis of the immersion, circulation, and duct heaters in use today.
Need a custom Heatrex element or assembly spec? Talk to Scott — send directly to Scott Prater at scott@pratertechnical.com, or call him directly at 917-580-0878 during business hours.
Territory Coverage
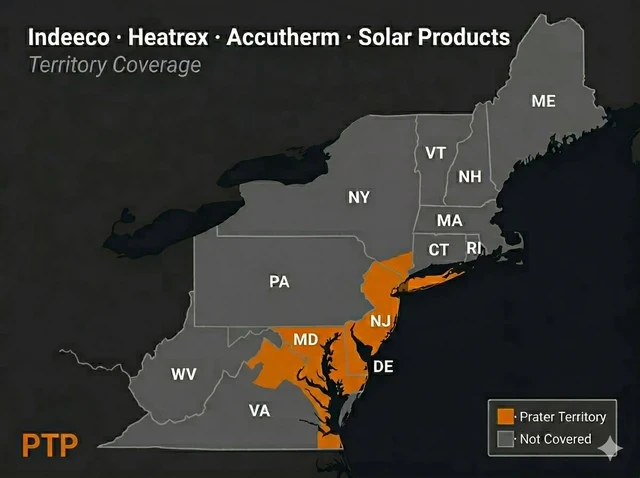
New York: NYC and Long Island
New Jersey: Full state
Maryland: Full state
Delaware: Full state
Virginia: Northern VA
New Jersey: Full state
Maryland: Full state
Delaware: Full state
Virginia: Northern VA
Territory detail above applies to Heatrex and the other Aspeq Heating Group brands (Indeeco, Accutherm, Solar Products). Hi-Heat and other manufacturer lines have their own coverage — see each brand’s page.
Specifications compiled by Prater Technical Partners from Heatrex product datasheets.