About this category
Badger Meter brings nearly every commercial and industrial flow-measurement technology under one roof — electromagnetic, ultrasonic (transit-time and Doppler), turbine, positive-displacement, vortex, differential-pressure, variable-area, and oval-gear — alongside GasSens gas detection and the telemetry and AMI/AMR systems that tie a metering network together. With that range, the right instrument is chosen by the measurement — the fluid, the line size, the accuracy you need, whether you’re metering conductive liquid, steam, gas, viscous product, batching or custody-transfer flow, or detecting a hazardous gas — not by brand. Prater Technical Partners is an authorized Badger Meter distributor: we help match the measurement technology to your application, inspect, kit, and consolidate orders through our Brooklyn facility, with programming & commissioning assistance available for what we ship as an optional, quoted service.
Badger Meter Family of Brands
Click any Series box for details →

ModMAG Electromagnetic
M1000–M5000 full‑bore mag — conductive liquids
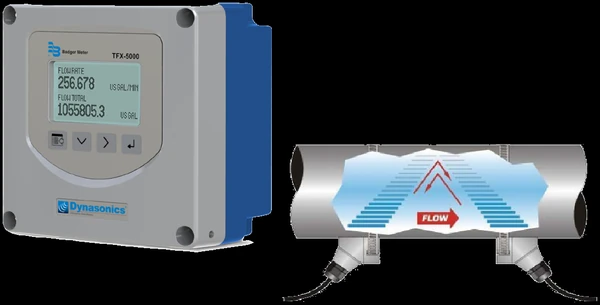
Dynasonics Ultrasonic
Clamp‑on TFX · inline E‑Series · open channel
Blancett Turbine & PD
1100 · QuikSert · B1750 — custody, process

Vortex Flow Meters
VN2000 · RVL — steam, gas, liquid

Preso DP Elements
Averaging pitot · Venturi · wedge · cone

Impeller / Data Industrial
Insertion, hot‑tap & inline paddle‑wheel

RecordALL Water Meters
Disc · Turbo · Compound

Industrial Oval Gear
PD oval gear — viscous fluids, lubricants
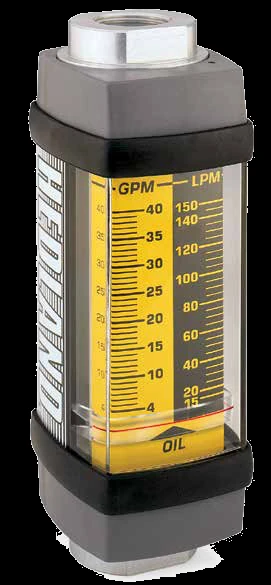
Hedland Variable Area
H‑series · EZ‑View · Flow‑Alert

Cox Precision Turbine
CDL/CDX · CPT · CLF — to ±0.1%

ATi · GasSens
Fixed, portable & system gas detection

Flo-tech Diagnostics
MC4000 · PFM6 — hydraulic test

Vision Turbine
BV1000/2000/3000 — low‑flow dispensing

Telog Telemetry
Recorders & cellular RTUs

AquaCUE Manager
Cloud AMI/AMR · ORION cellular
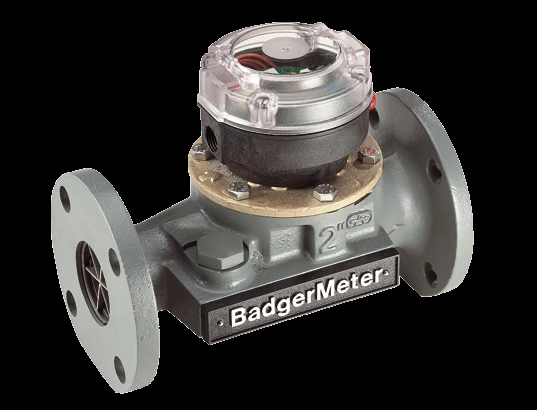
Industrial Turbo
Turbine water meters — industrial service
Industries Served
Water & Wastewater
Semiconductor
Sub-Metering
Oil & Gas
Food & Beverage
Pharmaceutical
Power Generation
Building
FAQ: flow meters & gas detection
How does a flow meter work, and what are the main types?
A flow meter measures how much fluid moves past a point — either the velocity (which, with the pipe area, gives volumetric flow) or the volume directly. There is no single "flow meter"; there are several physical principles, each suited to different fluids: magnetic meters use Faraday's law and a magnetic field to read the velocity of a conductive liquid; turbine & impeller meters spin a rotor whose speed tracks flow; ultrasonic meters use transit time or doppler sound waves traveling with and against the flow; vortex meters count eddies shed off a bluff body; positive-displacement meters (gear, oval-gear, nutating-disc) trap and count discrete volumes; differential-pressure elements (orifice, Venturi, averaging pitot, cone, wedge) infer flow from a pressure drop; radar, velocity and ultrasonic based meters measure partially filled & open channels; and variable-area meters (rotameters) float an indicator against a tapered tube. The right choice depends on the fluid, the accuracy you need, and the pipe.
Which flow meter technology should I choose?
Start from the fluid and the pipe, not the brand. Magnetic (ModMAG M-Series) — conductive liquids: water, liquid food ingredients, chemicals, wastewater, slurries; no moving parts, no pressure drop; will not work on hydrocarbons or pure water. Turbine (Blancett, Cox) — clean, low-viscosity liquids and gases needing high accuracy and custody-transfer-grade repeatability. Clamp-on ultrasonic (Dynasonics TFX) — retrofit on existing pipe with no shutdown or penetration; water, glycol, hydronic, BTU energy. Vortex (VN2000) — steam, compressed air, and gas; rugged, no moving parts. Positive displacement / oval gear (Blancett B1750) — viscous fluids, fuels, lubricants, DEF, chemical injection. Differential-pressure elements (Preso) — very large pipes, high temperature or pressure. Variable-area (Hedland) — local visual indication and flow switching on hydraulic, water, and gas lines. Impeller / paddle-wheel (Data Industrial) — water, insertion and hot-tap into large pipes economically. Water sub-metering (RecordALL Disc, Turbine, and Compound; Dynasonics clamp-on) — potable-water consumption metering and tenant or process sub-billing. Tell us the fluid, pipe size, accuracy target, and whether the line can be shut down, and the field narrows fast.
What is the minimum conductivity for a magnetic flow meter?
A magnetic flow meter measures the voltage a conductive fluid generates as it moves through a magnetic field, so the fluid has to conduct. The ModMAG M-Series needs a minimum of about 5 µS/cm — and about 20 µS/cm for demineralized water. Below that threshold the meter cannot read reliably. That rules magnetic meters out for hydrocarbons, deionized/ultrapure water, and other non-conductive fluids — for those, use a turbine, ultrasonic, vortex, or positive-displacement meter instead. For ordinary water, wastewater, and most chemicals, conductivity is not a concern.
Clamp-on or inline ultrasonic — when do I use each?
Both time ultrasonic pulses to measure flow; they differ in how they couple to the fluid. A clamp-on meter (Dynasonics TFX) straps transducers onto the outside of an existing pipe — no cutting, no penetration, no process shutdown, and it can be moved. That makes it the tool for retrofits, energy audits, and verification. Its accuracy depends on knowing the pipe wall and on a full pipe. An inline meter (E-Series G2, U500w) is a spool piece plumbed into the run, with wetted transit-time sensors — for lower price point ultrasonic measurement.
How accurate are flow meters, and what affects accuracy?
Accuracy spans a wide band by technology: Cox precision turbine meters reach ±0.1%; magnetic meters run ±0.2–0.3%; oval-gear and positive-displacement ±0.5%; vortex around ±0.7–1.0%; clamp-on ultrasonic and impeller meters ±0.5–1.5%; variable-area rotameters ±2% of full scale. But the published number is only achievable if the installation cooperates. The big accuracy killers are: not enough straight pipe run, a partially full pipe on a meter that needs a full one, viscosity outside the calibrated range, air or gas entrainment, and operating near the bottom of the meter's range. Specify the meter for the actual worst-case conditions, not the nameplate ideal, and the rated accuracy holds up.
How much straight pipe run do I need around a flow meter?
Inferential meters read fluid velocity, and velocity is distorted by anything that swirls or skews the flow profile — elbows, valves, pumps, reducers. Most need straight run upstream and downstream to let the profile settle: turbine and orifice meters are the hungriest (commonly 10–20 pipe diameters upstream and around 5 downstream); vortex and ultrasonic meters need a moderate amount; magnetic, positive-displacement, oval-gear, and cone-type DP elements need little or none because they either don't care about profile or actively condition the flow. If your piping can't give a turbine meter its straight run, that's a reason to pick a different technology rather than accept the error. In some cases (Cox) flow straighteners are available where space is tight.
Can I install a flow meter without shutting down the line?
Often, yes — there are three live-install paths. Clamp-on ultrasonic meters mount entirely on the pipe exterior, so there's nothing to break into. Hot-tap insertion meters (impeller Series 225/226, Vortex insertion, averaging-pitot hot-tap elements) go in through a tapping valve under pressure and once originally installed, can be removed the same way for service. Insertion meters generally need only a single small tap rather than a full spool-piece cutout. A full-bore spool meter — magnetic, inline ultrasonic, turbine — does require the line open. If continuous operation is non-negotiable, say so up front and we'll steer the selection toward a clamp-on or hot-tap design.
How do you calibrate and verify a flow meter?
Most precision meters are wet-calibrated at the factory against a NIST-traceable standard — Blancett turbine meters ship with a water calibration and a unique K-factor; Cox meters carry a 10-point MIL-PRF-7024 calibration (others available); positive-displacement meters get an oil calibration; custom-fluid and multi-viscosity calibrations are available when the process fluid differs from the calibration fluid. In service, you don't always have to pull the meter to check it: magnetic meters have an in-line field verification tool that confirms the amplifier, coils, electrodes, and I/O are still in spec without removing the meter, and a meter's K-factor can be re-scaled against a reference. For billing or custody transfer, recalibrate on the interval your standard or regulator requires.
What is turndown (rangeability), and why does it matter?
Turndown — a/k/a rangeability — is the ratio between the highest and lowest flow a meter measures at its rated accuracy. A 10:1 turndown meter sized for 100 gpm holds accuracy down to 10 gpm; below that it degrades or reads zero. It matters because real processes rarely run at one steady rate — they ramp, batch, and idle. If you size a meter only for peak flow and the process spends half its time at low flow, you're measuring that half badly. Turndown varies a lot by technology: turbine meters run about 10:1, oval-gear meters reach into the hundreds-to-one on viscous fluids, and DP elements are limited by the square-root relationship between flow and pressure drop. Tell us the full flow range and we size for it.
How do I measure flow in a partially full pipe or an open channel?
A standard closed-pipe meter assumes a full pipe; sewers, storm drains, flumes, and channels are not full, so they need open-channel instruments. There are two approaches. With a primary device — a flume or weir of known hydraulics — a non-contact level sensor (Dynasonics IS-4000) measures depth and a built-in table converts it to flow; this is deterministic and well-suited where a flume already exists. Without a primary device, an area-velocity meter measures both the flow velocity and the level directly and multiplies them — radar Doppler (Telog Raven-Eye 2), submerged ultrasonic Doppler (Telog Beluga, Dynasonics IS-6000) — which is the retrofit answer for existing pipes and channels and avoids building a structure. These pair with recorders and cellular RTUs for CSO/SSO event capture and inflow-and-infiltration studies.
How do I measure steam, compressed air, or gas flow?
Gases and steam need meters that tolerate compressibility and don't rely on a conductive or liquid medium. Vortex meters (VN2000) are the workhorse for saturated and superheated steam, compressed air, and process gas — no moving parts, and with an integral temperature element they output mass flow and BTU/energy. Differential-pressure elements (Preso averaging pitot, Venturi, cone) suit large gas and steam lines and high temperatures. Gas-specific turbine meters (Blancett Gas QuikSert) handle clean gas where high accuracy is needed. For steam and gas, specifying mass flow rather than volumetric flow — and accounting for pressure and temperature — is what makes the number meaningful, so tell us the line pressure and temperature along with the flow range.
Why does my turbine flow meter under-read on a viscous fluid?
A turbine meter is calibrated on a fluid of a particular viscosity, usually water or a light oil. Run a thicker fluid through it and the rotor sees more drag, spins slower than the calibration predicts, and the meter under-reads — especially toward the low end of its range, where viscous effects dominate. The fix is not a bigger meter; it's viscosity-aware compensation. Cox precision turbine meters are characterized across a range of viscosities (the Universal Viscosity Curve), and a flow computer applies that curve to hold accuracy as viscosity shifts with temperature. The remedies, in order: pair the meter with a UVC-aware flow computer such as the FC-5000; have the meter re-characterized at the actual process viscosity and temperature; or, if it's chronically below its linear range, drop to a smaller-bore model. For genuinely viscous fluids, a positive-displacement or oval-gear meter avoids the problem entirely.
What output or communication protocol should I order — 4–20 mA, HART, pulse/frequency, open-collector, Modbus, BACnet, EtherNet/IP, or Profibus?
Match the output to whatever is going to receive it. 4–20 mA analog is the universal industrial choice — long cable runs, good noise immunity, one signal per loop, reads straight into a PLC. HART superimposes digital data on that same 4–20 mA loop — use it when the host or asset-management system is HART-capable and you want remote configuration and diagnostics over the existing pair. Pulse / frequency output is the right one for totalizing and batching, since each pulse is a discrete volume. An open-collector (transistor) output is the simple, low-cost digital version of that — scaled pulses or on/off status into a counter or PLC digital input, with no relay to wear out. Modbus (RTU over RS-485, or TCP over Ethernet) is the digital workhorse for SCADA and multi-meter networks — many meters daisy-chain on one bus. BACnet (MS/TP or IP) is the choice when the data goes to a building-automation system, common for campus BTU and energy metering. EtherNet/IP, Profibus DP, and M-Bus cover plant networks built on those standards. For cloud-hosted remote reads, AquaCUE cellular endpoints upload meter data with no fixed network to build. Tell us the host system and we'll set the output card accordingly — the ModMAG M2000, for example, takes plug-in daughterboards for Modbus RTU/TCP, BACnet MS/TP and IP, EtherNet/IP, HART, Profibus DP, and M-Bus.
How much does a flow meter cost?
Cost scales with line size, accuracy class, materials (a stainless or exotic-alloy wetted path costs more than bronze), hazardous-area certification, and electronics (a local indicator is lower cost vs a multi-protocol transmitter with datalogging). A small impeller meter for an irrigation application and a large custody-transfer turbine meter in a hazardous area are an order of magnitude apart. For the lines we sell on our webstore — RecordALL and the nationwide-distribution meters — unit prices are published there, so the number is in front of you; engineered, configured, and hazardous-area builds are by quote only.
How does gas detection work, and do I need fixed or portable monitors?
Gas detection monitors (ATi, GasSens) sense a target gas and alarm before it reaches a dangerous concentration. Most use electrochemical sensors for toxic gases (chlorine, H₂S, ozone, ammonia) or catalytic/infrared (NDIR) sensors for combustibles and CO₂ — NDIR has the advantage that it can't be poisoned and works in oxygen-free atmospheres. The fixed-vs-portable split is about the job: fixed transmitters mount permanently to watch a defined space continuously — a pump room, a chlorine building, a semiconductor tool — and tie into alarms, ventilation, and shutdown logic, with multi-channel controllers managing up to dozens of sensors. Portable detectors (D16 PortaSens III) go with a person for spot checks, confined-space entry, and leak hunting. Many facilities need both: fixed monitoring for continuous protection, portable units for entry surveys and maintenance.
Not sure which Badger line fits? Talk to Scott — send directly to Scott Prater at scott@pratertechnical.com, or call him directly at 917-580-0878 during business hours.
Territory Coverage
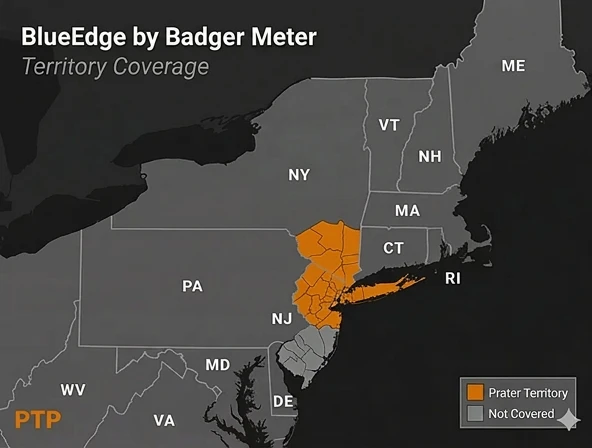
New York: New York City (all boroughs), Long Island, and the Hudson Valley — Westchester, Rockland, Putnam, Orange, Ulster, Dutchess, and Sullivan (ZIP 10000–11999 and 12400–12799). And Greene and Delaware counties that fall within ZIP 12400–12799
New Jersey: Northern NJ (07000–07999) and Central NJ (08500–08999)
Nationwide: Vision, Hedland, Blancett, Flo-tech & Industrial Oval Gear — authorized for sale across the US
New Jersey: Northern NJ (07000–07999) and Central NJ (08500–08999)
Nationwide: Vision, Hedland, Blancett, Flo-tech & Industrial Oval Gear — authorized for sale across the US
The geography above applies to the regional Badger Meter lines (including ATi/GasSens and Cox). Vision, Hedland, Blancett, Flo-tech, and Industrial Oval Gear are authorized for sale nationwide; RecordALL webstore sales are within the Badger regional territory. Pricing: the nationwide-distribution lines and RecordALL have unit prices published on our webstore; the regional engineered lines are by quote only. Prater Technical’s other product lines have their own coverage — see each brand’s page.
Specifications compiled by Prater Technical Partners from Badger Meter product datasheets.