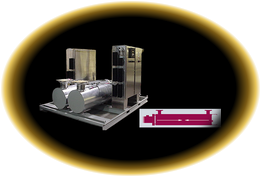
Immersion Heaters
Flanged, screw plug/pipe-thread, over-the-side & tank pipe insert — Steel, Stainless Steel, Incoloy, Titanium & other material options
Oil & GasPetrochemicalCooling TowersFood & BeveragePlating
▼
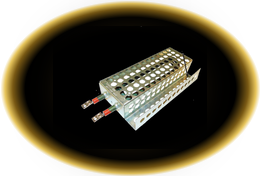
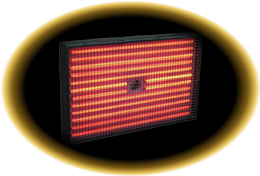
The direct-immersion heater is the workhorse for heating gases, liquids and soft metals where the element sits in the medium.
Key product families & mounting types
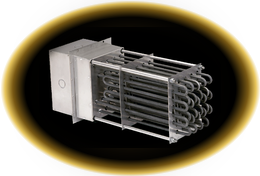
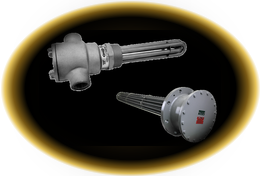
- Flanged immersion — ANSI flange, ASME stamp available, 304SS standard with many other materials options. CSA approved for Class I, Division 1, Groups B, C and D and Class II, Division 1, Groups E, F and G. Class I, Division 2, Groups A, B, C and D. UL STD 50 Type 4 / 4X enclosures. ATEX, UKCA and IECEx Zone 1 / Zone 21 (II 2 G D, Ex db IIB+H2 Tx Gb, Ex tb IIIC Txxx°C Db IP66)
- Screw-plug immersion — NPT pipe-thread mounts for smaller tanks, terminal housings rated to NEMA 4 weather-tight or Div. 2 hazardous
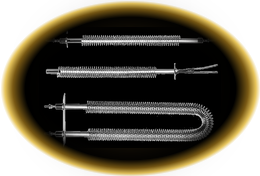
- Over-the-side (OTS) — tubular elements welded or soldered to a fabricated box that hangs over the tank rim. Standard 250°F service, high-temp variants on request, retrofit without draining
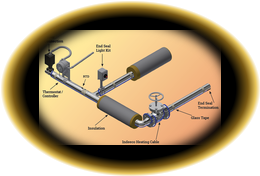
- Tank / storage heaters — pipe insert, so never need to drain the tank
- RO water preheaters — Indeeco-specific package for reverse-osmosis feed lines
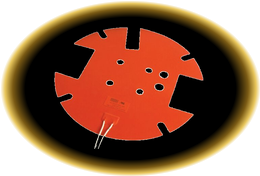
- Pipe-thread bottom mount — small-tank water heaters, plating tanks, drum heaters with 1″ or 1-1/4″ NPT entries